Case Study
Radiant Tube Combustion System Upgrade at Akron Steel Treating
ENERGY SABRE: The Future of Radiant Tubes
Mitch Cornelius, Design Engineer, Selas Heat Technology Company, Streetsboro, OH For over a century, Selas has been known as a pioneer and leader among heat technology manufacturers. All Selas burners and combustion components are engineered to provide dependable operation, maximum fuel efficiency, and low emissions.
BACKGROUND
Indirect fired heat processing equipment is crucial for many heat treatment processes in which the product or load must not come into direct contact with the flame or products of combustion. Self-recuperative Single-Ended Radiant (SER) Tube combustion systems are one of the geometric configurations that have been employed in these applications for over 50 years. In these systems, a velocity burner is fired into an internal tube which forces exhaust gases through the inner tube to the closed end of the outer tube; the hot combustion gases are then diverted back along the external annulus (between inner and outer tube) in a counter-flow direction. The velocity burner creates a jet that recirculates some of the flue gas back into the inner tube and back into the stream of gas and combustion air. This acts to cool the flame and decrease the formation of NOx. The products of combustion that are not recirculated back into the inner tube, preheat the combustion air through the use of a recuperator (heat exchanger) which is normally integral to the burner. (See Figure 1)
Increasingly stringent global mandates over the years have created the demand for lower-emission, higher output burners for these indirect-fired applications. Advances have been made to continually increase the thermal efficiency of these systems (increasing the overall effectiveness, i.e., the amount of heat transferred from flue gases to combustion air) using super alloys and ceramic based materials. However, ceramic manufacturing limitations such as producible shapes and sizes, machining and joining constraints (welding/brazing), and mechanical brittleness have kept these systems from improving past the point of approximately 70% efficiency (based on Higher Heating Value).
INTRODUCING ENERGY SABRE
Development of advanced 3D printing technology has created a means to overcome the manufacturing constraints mentioned above. A patented 3D printing process has made it possible to manufacture complex components from durable, thin walled siliconized-silicon carbide which can be integrated and used in virtually any high temperature application.
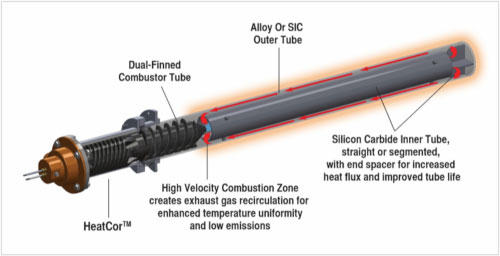
Combining a key supplier’s expertise in the 3D printing of Si-SiC with Selas’ expertise in the development of process burners, a high efficiency, single-ended radiant tube burner has been developed: the Selas Energy Sabre 600. The single-ended radiant tube burner uses patented HeatCor™ technology directly coupled to a dual-finned combustor tube that acts to generate combustion air pre-heat temperatures comparable to regenerative heat exchanger burners. The amplified internal temperatures created using the integrated Si-SiC heat exchanger would normally cause negative side effects with a typical burner. However, Selas has developed UltraHeat™ burner technology which works to offset the high pre-heated air temperatures using a high velocity, innovative staged combustion technique. The result of the patent pending design is a system that achieves 80%+ efficiency (HHV) across the load range, while also providing unmatched temperature uniformity across the length of the outer tube. The Energy Sabre 600 SER reaches pre-heated air temperatures and efficiencies that had only been possible in the past with a regenerative system. The Energy Sabre achieves these results in a smaller package and at a significantly reduced installation and operating cost compared to regenerative burner systems.
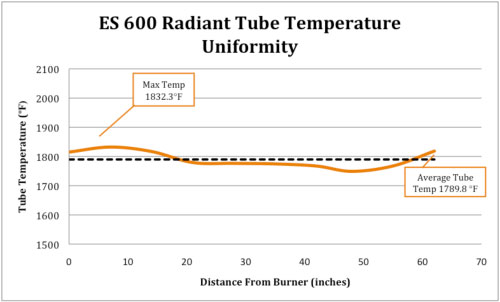
Hot Spot Over Average (HSOA) is the industry standard for measuring the temperature uniformity across the length of any radiant tube. The testing is completed measuring the temperature of the outer tube at several locations (every 6” for this test). To determine HSOA, a load is simulated using air flow through several tubes running throughout the bottom of the test furnace. During this simulation, the burner input is fixed and the furnace temperature is allowed to reach and hold a steady state temperature prior to recording data. The collected temperature measurements are used to calculate the average tube temperature. This is subtracted from the maximum outer tube temperature to give the HSOA. The temperature uniformity delivered by the Energy Sabre 600 system provides the uniformity required in any quality driven manufacturing process, while also ensuring long radiant tube life.
GAINS IN PRODUCTION
The first Energy Sabre installation was completed on April 27, 2015 at Akron Steel Treating (AST) in Akron, Ohio on a Surface Combustion ALLCASE Furnace. The existing combustion system consisted of four SER burners which represented “the best technology and efficiency” on the market. The existing burners were installed with 7” O.D. alloy tubes that had a typical life of approximately six months. Replacing tubes every six months was expensive in terms of material cost and lost production time to replace the tubes.
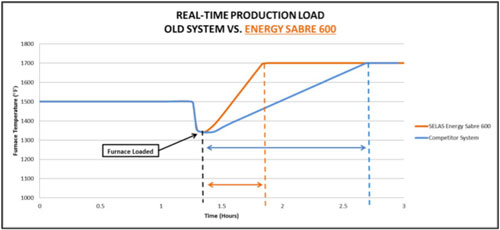
The alloy tubes were replaced with 6” O.D. Si-SiC tube sets. Although the overall surface area of the tubes was reduced, the SiC tube set doubled the amount of heat flux released from each tube. The combination of the tube set material change and the replacement of the existing burners with the much more efficient Energy Sabre 600s not only delivered an increase in production capacity, but also decreased the average fuel consumption of the furnace by 16.4%. Figure 2 below, produced using real-time data, shows time and temperature data for two loads of the same size (weight and geometry); one with the old combustion system and one with the new Energy Sabre system. The Energy Sabre combustion system with Si-SiC tubes cut the amount of time for the furnace to reach the set point temperature by half. This means that with each subsequent load, AST will gain 30-40 minutes that would otherwise be lost to production of the same load with the old combustion system.
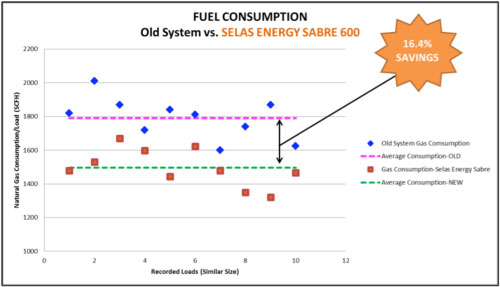
Additionally, the 80% HHV efficiency of the Energy Sabre delivered an energy savings of nearly 16.4% compared with what had been the best available technology. At the current average price of natural gas in the US, fuel savings are likely not the most important factor when justifying capital equipment upgrades. This is where the increased efficiency of the Energy Sabre 600 can be used to maintain the same energy input levels of the radiant tubes and transfer the increased available heat to the material being processed. Increased capacity means more production and more revenue to most companies.
The Energy Sabre 600 Single-Ended Radiant Tube Burner can be fitted to nearly any gas or electric furnace. It is available in a range of sizes to accommodate a variety of retrofit installation requirements. The new product is just one example of Selas’ renewed commitment to innovation.